
La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales, (generalmente metales o termoplasticos), usualmente logrado a través de la coalescencia (fusion), en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno fundido (metal o plástico), para conseguir un baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija. A veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte , que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo
Clasificación de los tipos de soldadura
Se pueden distinguir primeramente los siguientes tipos de soldadura:- Soldadura heterogénea. Se efectúa entre materiales de distinta naturaleza, con o sin
metal de aportación: o entre metales iguales, pero con distinto metal de aportación. Puede ser
blanda o fuerte.
- Soldadura homogénea. Los materiales que se sueldan y el metal de aportación, si lo
hay, son de la misma naturaleza. Puede ser oxiacetilénica, eléctrica (por arco voltaico o por
resistencia), etc. Si no hay metal de aportación, las soldaduras homogéneas se denominan
autógenas.
Por soldadura autógena se entiende aquélla que se realiza sin metal de aportación, de
manera que se unen cuerpos de igual naturaleza por medio de la fusión de los mismos; así, al
enfriarse, forman un todo único.
Etimológicamente, esta expresión quiere decir «engendrada o efectuada por sí misma».
Tuvo su origen en Francia hacia la mitad del siglo XIX. Una confusión bastante extendida,
que es importante aclarar, es la de denominar como soldadura autóge na a la oxiacetilénica -
que se estudiará en un apartado posterior-, que sólo lo será cuando se realice sin metal de
aportación.
Soldadura blanda
Esta soldadura de tipo heterogéneo se realiza a temperaturas por debajo de los 400 oC.funde a 230 oC aproximadamente.
Procedimiento para soldar.
Lo primero que se debe hacer es limpiar las
superficies, tanto mecánicamente como desde el punto de
vista químico, es decir, desengrasarlas, desoxidarlas y
posteriormente recubrirías con una capa de material
fundente que evite la posterior oxidación y facilite el Procedimientos de unión: Soldadura Tecnología industrial
Lo primero que se debe hacer es limpiar las
superficies, tanto mecánicamente como desde el punto de
vista químico, es decir, desengrasarlas, desoxidarlas y
posteriormente recubrirías con una capa de material
fundente que evite la posterior oxidación y facilite el mojado de la misma . A continuación se calientan las superficies con un soldador y,
cuando alcanzan la temperatura de fusión del metal de aportación, se aplica éste; el metal
corre libremente, «moja» las superficies y se endurece cuando enfría. El estaño se une con los
metales de las superficies que se van a soldar. Comúnmente se estañan, por el procedimiento
antes indicado, ambas caras de las piezas que se van a unir y posteriormente se calientan
simultáneamente, quedando así unidas.
 En muchas ocasiones, el material de aportación
En muchas ocasiones, el material de aportación
se presenta en forma de hilo enrollado en un carrete.
En este caso, el interior del hilo es hueco y va relleno
con la resma antioxidante, lo que hace innecesario
recubrir la superficie.
Tiene multitud de aplicaciones, entre las que
destacan:
- Electrónica. Para soldar componentes en
placas de circuitos impresos.
- Soldaduras de plomo. Se usan en fontanería para unir tuberías de plomo, o tapar
grietas existentes en ellas.
- Soldadura de cables eléctricos.
- Soldadura de chapas de hojalata.
Aunque la soldadura blanda es muy fácil de realizar, presenta el inconveniente de
que su resistencia mecánica es menor que la de los metales soldados; además, da lugar a
fenómenos de corrosión
Soldadura fuerte
También se llama dura o amarilla. Es similar a la blanda, pero se alcanzan
temperaturas de hasta 800 oC. Como metal de aportación se suelen usar aleaciones de plata, y
estaño (conocida como soldadura de plata); o de cobre y cinc . Como material fundente para
cubrir las superficies, desoxidándolas, se emplea el
bórax. Un soplete de gas aporta el calor necesario para la
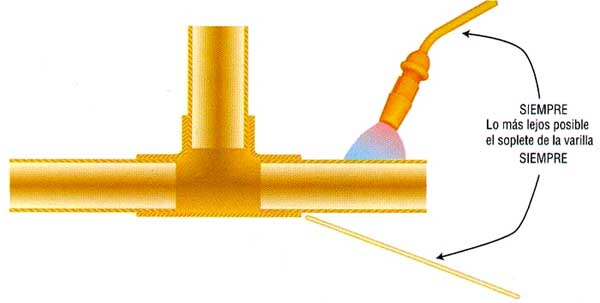 unión. La soldadura se efectúa generalmente a tope, pero
unión. La soldadura se efectúa generalmente a tope, pero
también se suelda a solape y en ángulo.
Este tipo de soldadura se lleva a cabo cuando se
exige una resistencia considerable en la unión de dos
piezas metálicas, o bien se trata de obtener uniones que
hayan de resistir esfuerzos muy elevados o temperaturas
excesivas. Se admite que, por lo general, una soldadura
fuerte es más resistente que el mismo metal que une.
Soldadura oxiacetilénica (con gases al soplete)
El calor aportado en este tipo de soldadura se debe a la reacción de combustión del
acetileno (C2H2)
: que resulta ser fuertemente exotérmica, pues se alcanzan temperaturas del
orden de los 3500 oC.

 En la llama se distinguen diferentes zonas, claramente diferenciadas: Una zona fría
En la llama se distinguen diferentes zonas, claramente diferenciadas: Una zona fría
ala salida de la boquilla del soplete sonde se mezclan los gases, a continuación el dardo que es
la zona mas brillante de la llama y tiene forma de tronco de cono, posteriormente se encuentra
la zona reductora que es la parte mas importante de la llama, donde se encuentra la mayor
temperatura (puede llegar a alcanzar los 3150 ºC) y por último el penacho o envoltura exterior
de la llama.
Soldadura eléctrica al arco

(electrodos). El calor se obtiene mediante el mantenimiento de un arco eléctrico entre el electrodo y la pieza a soldar (masa) (fig. 1). En
este arco eléctrico a cada valor de la intensidad de corriente, corresponde una determinada tensión en función de su longitud. La
relación intensidad/tensión nos da la característica del arco. Para el encendido se necesita una tensión comprendida entre 40 y 110 V;
esta tensión va descendiendo hasta valores de mantenimiento comprendidos entre 15 y 35 V, mientras que la intensidad de corriente
aumenta notablemente, presentando todo el sistema una característica descendente, lo que unido a la limitación de la intensidad de
corriente cuando el arco se ha cebado exige, para el perfecto control de ambas variables, la utilización de las máquinas eléctricas de
soldadura.
Equipos eléctricos de soldar
Están formadas por el circuito de alimentación y el equipo propiamente dicho. Sirven para reducir la tensión de red (220 o 380 V) a laLas NTP son guías de buenas prácticas. Sus indicaciones no son obligatorias salvo que estén recogidas en una disposición
normativa vigente. A efectos de valorar la pertinencia de las recomendaciones contenidas en una NTP concreta es conveniente
tener en cuenta su fecha de edición.
Año: 1998tensión de cebado (entre 40 y 100 V) y de soldeo (< 35 V) permitiendo regular la intensidad de la corriente de soldadura, asegurando el
paso de la tensión de cebado a la de soldeo de forma rápida y automática. El circuito de alimentación está compuesto por un cable y
clavija de conexión a la red y funcionando a la tensión de 220/380 V según los casos e intensidad variable.
Equipo de soldadura
En función del tipo de corriente del circuito de soldeo el equipo consta de partes diferentes. En equipos de corriente alterna,transformador y convertidor de frecuencia; en equipos de corriente continua, rectificador (de lámparas o seco) y convertidor
(conmutatrices o grupos eléctricos).
Los equipos eléctricos de soldar más importantes son los convertidores de corriente alterna-continua y corriente continua-continua, los
transformadores de corriente alterna-corriente alterna, los rectificadores y los transformadores convertidores de frecuencia. Además de
tales elementos existen los cables de pinza y masa, el portaelectrodos y la pinza-masa, a una tensión de 40 a 100 V, que constituyen el
circuito de soldeo.
Conexiones y cables
Se debe instalar el interruptor principal cerca del puesto de soldadura para en caso necesario poder cortar la corriente. Instalar losprincipales cables de alimentación en alto y conectarlos posteriormente.
Desenrollar el cable del electrodo antes de utilizarlo, verificando los cables de soldadura para comprobar que su aislamiento no ha sido
dañado y los cables conductores para descubrir algún hilo desnudo. Verificar asimismo los cables de soldadura en toda su longitud para comprobar su aislamiento, comprobando que el diámetro del cable de soldadura es suficiente para soportar la corriente necesaria.
Hay que tener en cuenta que a medida que la longitud total del cable aumenta, disminuye su capacidad de transporte de corriente. Por
tanto para según qué casos se deberá aumentar el grosor del cable.
Se debe reemplazar cualquier cable de soldadura que presente algún tipo de ligadura a menos de 3 m del portaelectrodos. No utilizar
tornillos para fijar conductores trenzados pues acaban por desapretarse.
Montaje correcto del puesto de trabajo
RecomendacionesSe deben alejar los hilos de soldadura de los cables eléctricos principales para prevenir el contacto accidental con el de alta tensión así
como cubrir los bornes para evitar un posible cortocircuito causado por un objeto metálico y situar el material de forma que no
sea accesible a personas no autorizadas.
Las tomas de corriente deben situarse en lugares que permitan su desconexión rápida en caso de emergencia y comprobar que el
puesto de trabajo está puesto a tierra.
El puesto de soldadura debe protegerse de la exposición a gases corrosivos, partículas incandescentes provocadas por la soldadura o
del exceso de polvo; el área de trabajo debe estar libre de materias combustibles. Si algún objeto combustible no puede ser
desplazado, debe cubrirse con material ignífugo. Debe disponerse de un extintor apropiado en las proximidades de la zona de trabajo.
Utilización segura del material auxiliar de soldadura
La utilización segura del material de soldadura puede influir en la seguridad de los trabajos de soldadura. Se dan una serie derecomendaciones y prohibiciones relacionadas con la utilización.
Recomendaciones
La base de soldar debe ser sólida y estar apoyada sobre objetos estables. El cable de soldar debe mantenerse con una mano y la
soldadura se debe ejecutar con la otra.
Los portaelectrodos se deben almacenar donde no puedan entrar en contacto con los trabajadores, combustibles o posibles fugas de
gas comprimido.
Cuando los trabajos de soldadura se deban interrumpir durante un cierto periodo se deben sacar todos los electrodos de los
portaelectrodos, desconectando el puesto de soldar de la fuente de alimentación.
No utilizar electrodos a los que les quede entre 38 y 50 mm; en caso contrario se pueden dañar los aislantes de los portaelectrodos
pudiendo provocar un cortocircuito accidental.
Los electrodos y sus portaelectrodos se deben guardar bien secos. Si antes de ser utilizados están mojados o húmedos por cualquier
razón, deben secarse totalmente antes de ser reutilizados.
Situarse de forma que los gases de soldadura no lleguen directamente a la pantalla facial protectora y proteger a los otros trabajadores
del arco eléctrico mediante pantallas o mamparas opacas; llevar ropa, gafas y calzado de protección.
La escoria depositada en las piezas soldadas debe picarse con un martillo especial de forma que los trozos salgan en dirección
contraria al cuerpo. Previamente se deben eliminar de las escorias las posibles materias combustibles que podrían inflamarse al ser
picadas.
Prohibiciones
No sustituir los electrodos con las manos desnudas, con guantes mojados o en el caso de estar sobre una superficie mojada o puesta a
tierra; tampoco se deben enfriar los portaelectrodos sumergiéndolos en agua.
No se deben efectuar trabajos de soldadura cerca de lugares donde se estén realizando operaciones de desengrasado, pues pueden
formarse gases peligrosos. Tampoco se permitirá soldar en el interior de contenedores, depósitos o barriles mientras no hayan sido
limpiados completamente y desgasificados con vapor. Es conveniente también prever una toma de tierra local en la zona de trabajo.
No accionar el conmutador de polaridad mientras el puesto de soldadura esté trabajando; se debe cortar la corriente previamente antes
de cambiar la polaridad.
 Equipo de protección individualEquipo y ropa
Equipo de protección individualEquipo y ropa
El equipo de protección individual está compuesto por: pantalla de protección de la cara y ojos; guantes de cuero de manga larga con
las costuras en su interior; mandil de cuero; polainas; calzado de seguridad tipo bota, preferiblemente aislante; casco y/o cinturón de
seguridad, cuando el trabajo así lo requiera.
La ropa de trabajo será de pura lana o algodón ignífugo. Las mangas serán largas con los puños ceñidos a la muñeca; además llevará
un collarín que proteja el cuello. Es conveniente que no lleven bolsillos y en caso contrario deben poderse cerrar herméticamente. Los
pantalones no deben tener dobladillo, pues pueden retener las chipas producidas, pudiendo introducirse en el interior del calzado de seguridad.
Normas de utilización y mantenimiento
El soldador debe tener cubiertas todas las partes del cuerpo antes de iniciar los trabajos de soldadura. La ropa manchada de grasa,
disolventes o cualquier otra sustancia inflamable debe ser desechada inmediatamente; asimismo la ropa húmeda o sudorada se hace
conductora por lo que debe también ser cambiada ya que en esas condiciones puede ser peligroso tocarla con la pinza de soldar. Por
añadidura no deben realizarse trabajos de soldadura lloviendo, o en lugares conductores, sin la protección eléctrica adecuada.
Antes de soldar se debe comprobar que la pantalla o careta no tiene rendijas que dejen pasar la luz, y que el cristal contra radiaciones
es adecuado a la intensidad o diámetro del electrodo.
Los ayudantes de los soldadores u operarios próximos deben usar gafas especiales con cristales filtrantes adecuados al tipo de
soldadura a realizar. Para colocar el electrodo en la pinza o tenaza, se deben utilizar siempre los guantes. También se usarán los
guantes para coger la pinza cuando esté en tensión.
En trabajos sobre elementos metálicos, es necesario utilizar calzado de seguridad aislante. Para los trabajos de picado o cepillado de
escoria se deben proteger los ojos con gafas de seguridad o una pantalla transparente.
En trabajos en altura con riesgo de caída, se utilizará un cinturón de seguridad protegido para evitar que las chispas lo quemen. El
cristal protector debe cambiarse cuando tenga algún defecto (por ej. rayado) y ser sustituido por otro adecuado al tipo de soldadura a
realizar. En general todo equipo de protección individual debe ser inspeccionado periódicamente y sustituido cuando presente cualquier
defecto.
Autor .
Bryan Antonio izquierdo Cr
fecha
20/Dic/2013